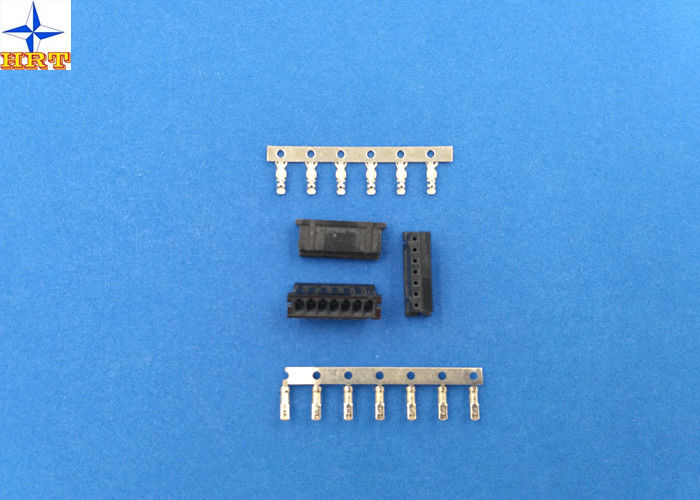
Draht der Neigung 2.00mm zur Leiterplatten-Verbinder-Phosphor-Bronze verzinnt
Beschreibung:
1. Anschlüsse werden durch den Messing gestempelt und E-stempeln, vor verzinnt, verzinnten uns C2005-TPe nennend, minimale verpackende Quantität ist 4,000pcs/Reel. Die tägliche Produktionskapazität ist 200 bis 300 KPCS.
2. Drahtstrecke der Anschlüsse: AWG-Lehre #22--#28 und AWG#14#20, Isolierung Od is1.45mm (maximal).
Einrichtungsinformation&-specificatons
|
Teilnummer.
|
Drahtstrecke |
Isolierung O.D, |
Material |
Ende |
Menge/Spule |
| A2005-TPE |
AWG#22-#28 |
1.45mm (maximal) |
phoshor Bronze |
Verzinnt |
10,000Pcs |
Prüfbericht
Bitte überprüfen Sie nett die befestigten Dateien.
|
1. Bereich
Diese Spezifikation deckt den Bedarf für Produktleistung des 2.00mm Neigungsdrahtes zu verschalen
Verbindungsstück-Reihe.
2. Bau, Maße, Material u. Überzug
Sehen Sie die befestigten Zeichnungen
3. Bewertungen u. anwendbare Drähte
| Einzelteil |
Standard |
| Nennspannung (Maximum) |
250V AC/DC |
Isolierung O.D. 1.45mm (Maximum) |
| Nennstrom (Maximum) und anwendbare Drähte |
AWG#22 |
3.0A AC/DC |
| AWG#24 |
2.0A AC/DC |
| AWG#26 |
1.5A AC/DC |
| AWG#28 |
1.0A AC/DC |
| Umgebende Temperaturspanne |
-25℃ | +85℃* |
*: Einschließlich Terminaltemperaturanstieg
4. Elektrische Leistung
| Prüfen Sie Beschreibung |
Verfahren |
Anforderung |
| 4-1 |
Durchgangswiderstand
|
Verbinden Sie Verbindungsstücke, Maß durch trockenen Stromkreis, 20mV Maximum, 10mA. (Basiert nach JIS C5402 5,4) |
30mΩ (Maximum) |
| 4-2 |
Isolationswiderstand |
Verbinden Sie Verbindungsstücke, wenden Sie DC 500V zwischen angrenzendem Anschluss oder Boden an. (Basiert nach Methode 302 Cond JIS C5402 5.2/MIL-STD-202. B) |
1000MΩ (min.) |
| 4-3 |
Dielektrische Stoßspannung |
Verbinden Sie Verbindungsstücke, wenden Sie Wechselstrom 650V (Effektivwert) für 1 Minute zwischen angrenzendem Anschluss oder Boden an. (Basiert nach Methode 301 JIS C5402 5.1/MIL-STD-202) |
Kein Zusammenbruch. |
| 4-4 |
Durchgangswiderstand auf quetschverbundenem Teil |
Quetschverbinden Sie den anwendbaren Draht an zum Anschluss, Maß durch trockenen Stromkreis, 20mV (Maximum). , 10mA. |
5mΩ (Maximum) |
5. Mechanische Leistung
| Prüfen Sie Beschreibung |
Verfahren |
Anforderung |
| 5-1 |
Auslöser-Einfügung u. Auszugskraft |
Fügen Sie ein und nehmen Sie Verbindungsstücke mit der Geschwindigkeitsrate von 25±3mm/Minute zurück. |
Siehe Paragraphen 7-2 |
| 5-2 |
Die Kräuselung ziehen Kraft aus |
Reparieren Sie den quetschverbundenen Anschluss, wenden Sie axiales ausziehen Kraft auf dem Draht an der Geschwindigkeitsratte von 25±3mm/Minute an. (Basiert nach JIS C5402 6,8) |
AWG#22 |
5.0kgf (Minute) |
| AWG#24 |
3.0kgf (Minute) |
| AWG#26 |
2.0kgf (Minute) |
| AWG#28 |
1.0kgf (Minute) |
| 5-3 |
Terminaleinfügungs-Kraft. |
Fügen Sie den quetschverbundenen Anschluss in die Wohnung ein. |
1.50kgf (Maximum) |
| 5-4 |
Anschluss-/Wohnungs-Zurückhalten-Kraft. |
Wenden Sie axiales ausziehen Kraft mit der Geschwindigkeitsrate von 25±3mm/Minute auf dem Anschluss an, der in der Wohnung zusammengebaut wird. |
1.50kgf (min.) |
| 5-5 |
Pin-Zurückhalten-Kraft |
Wenden Sie axiale Stoßkraft mit der Geschwindigkeitsrate von 25±3mm/Minute auf |
1.00kgf (min.) |
| 5-7 |
Haltbarkeit |
Wenn Sie wiederholt bis 30 Zyklen durch die Rate von Zyklus 10 pro Minute verbunden werden. |
Durchgangswiderstand 40mΩ (Maximum) |
| 5-8 |
Erschütterung |
Umfang: 1.5mm PP.
Schleifenzeit: 10-55-10 Hz in 1 winziger Dauer: 2 Stunden in jedem X.Y.Z behaut.
(Basiert nach MIL-STD-202 Methode 201A)
|
Auftritt kein Schaden.
Durchgangswiderstand 40mΩ (Maximum)
Unstimmigkeit 1 μsec. (Maximum)
|
| 5-9 |
Körperlicher Schock |
² 490m/s {50G}, 3 Anschläge in jedem X.Y.Z behaut. (Basiert nach Methode 213B Cond JIS C0041/MIL-STD-202. A) |
|
|
6. Umweltfreundlichkeit und andere
| Prüfen Sie Beschreibung |
Verfahren |
Anforderung |
| 6-1 |
Temperaturanstieg |
Tragende Nennstromlast. (Basiert nach UL 498) |
30℃ (Maximum) |
| 6-2 |
Hitzebeständigkeit |
85±2℃, 96 Stunden (basiert nach Methode 108A Cond JIS C0021/MIL-STD-202. A) |
Auftritt kein Schaden.
Durchgangswiderstand 40mΩ (Maximum)
|
| 6-3 |
Kaltwiderstand |
-25±3℃, 96 Stunden (basiert nach JIS C0020) |
| 6-4 |
Feuchtigkeit |
Temperatur: 40±2℃
Relative Luftfeuchtigkeit: 90~95%
Dauer: 96 Stunden
(Basiert nach Methode 103B Cond JIS C0022/MIL-STD-202. B)
|
Auftritt kein Schaden.
Durchgangswiderstand 40mΩ (Maximum)
Isolationswiderstand 100MΩ (min.)
Dielektrische Stoßspannung muss 4-3 treffen
|
| 6-5 |
Temperaturwechsel |
5 Zyklen von:
a) -55℃ 30 Minuten
b) +85℃ 30 Minuten
(Basiert nach JIS C0025)
|
Auftritt kein Schaden.
Durchgangswiderstand 40mΩ (Maximum)
|
| 6-6 |
Salznebel |
Verzinnt 12 Stunden/vergoldete 24 Stunden Belichtung zu einem Salznebel von der 5±1% Lösung an 35±2℃. (Basiert nach Methode 101D Cond JIS C0023/MIL-STD-202. B) |
| 6-7 |
SO2 Gas |
24 Stunden Aussetzung zu 50±5ppm.
SO2-Gas an 40±2℃.
|
| 6-8 |
Gas NH3 |
40-Minute-Belastung durch das Gas NH3, das von der 28% Ammoniaklösung verdunstet. |
| 6-9 |
Solderability |
Lötende Zeit: sek 5±0.5.
Lötmittel-Temperatur: 245±5℃
|
Das Lötmittel, das 95% von untergetauchtem Bereich nassmacht, muss keine Lücken, Stiftlöcher zeigen |
| 6-10 |
Widerstand zu lötender Hitze
(BAD)
|
Lötmitteltopfmethode
Lötende Zeit: sek 10±0.5.
Lötmittel-Temperatur: 260±5℃
Lötmitteleisenmethode
Lötende Zeit: sek 5±0.5.
Lötmittel-Temperatur: 370℃ | 400℃
|
Auftritt kein Schaden. |
| 6-11 |
Widerstand zu lötender Hitze (SMT) |
Beim Reflowing
Siehe Paragraphen 8
Löten Sie Eisenmethode
Lötende Zeit: sek 5±0.5.
Lötmittel-Temperatur: 370℃ | 400℃
|
Auftritt kein Schaden. |
7. Falz-Spezifikationen u. Auslöser-Einfügung/Auszugskraft
[Einheit: kgf]
| Stromkreise |
An der Initiale |
Stromkreise |
An der Initiale |
| Einfügung (Maximum) |
Zurücknahme (min.) |
Einfügung (Maximum) |
Zurücknahme (min.) |
| 02 |
1,50 |
0,30 |
09 |
6,00 |
1,40 |
| 03 |
2,50 |
0,60 |
10 |
6,50 |
1,60 |
| 04 |
3,50 |
0,80 |
11 |
7,00 |
1,60 |
| 05 |
4,00 |
1,00 |
12 |
7,50 |
1,80 |
| 06 |
4,50 |
1,20 |
13 |
8,00 |
2,00 |
| 07 |
5,00 |
1,20 |
14 |
9,00 |
2,00 |
| 08 |
5,50 |
1,40 |
15 |
10,00 |
2,50 |
|
Qualität:
Das Plastic&-Metall elektronische Co., Ltd.to das xinpei der Welt versehen Kunden mit Service-Verantwortung der hohen Leistungsfähigkeit, Führung übernehmen, die endess Verfolgung
Ausgenommen den Überzug von der Entwurfswerkzeugausstattung, stempelnd, Spritzen, bauen Sie, die Prüfung zusammen und verpacken. Ganzes
Schritt tun durch uns selbst. So können wir die Qualität steuern.
1. Hergestellt unter strengen Kontrollen.
2. ISO-9001:2008
3. UL-Bescheinigung
4. Reichweite Cetitifaction
5. RoHS-Befolgung
6. Soem für IMPULS
7. Aktive Umweltpolitik
8. Jedes Modul geprüfte 3times (nicht gerade Reihe geprüft)

Service:
Unsere Firma mit dem Ziel „eifriges zuerst vorangehen, reine eifrige Anhänger“ „der wissenschaftlichen Unternehmensführung, Qualität, Service, Ansehen zuerst“ und verbessern ununterbrochen Produktqualität und perfekten Service, Hochleistungsfähigkeits-Geschäftsführung, um Kunden mit Qualitätsprodukten und zufrieden stellendem Service zu versehen.
Gute Vorverkäufe HRT-Angebots u. Kundendienst &Strong technische Unterstützung
1. Neues Projekt: Starke technische und ideale Unterstützung Ihr neuer Entwurf
2. Vorhandene Projekte: Versuchen Sie, Kunden zu helfen, die Kosten zu sparen, um das Produkt und die Abwehr der guten Qualität anzubieten
3. Zeit.
4. Freie Proben: 10~20 PCS jeder Teilnummer
5. Verschiffen-Gebühr: Wir können 80% weg von DHL/UPS/TNT/FedEx erhalten und sicher und schnell halten.
6. Kundenbeanstandung: 24-48 Stunden Bericht der Antwort 8D
7. Garantie: 24 Monate (Waren werden versprochen, sofort zurückgebracht zu werden, Ersatz oder Reparatur
8. Ausrüstungen, wenn Kunden nicht erfüllt sind)